Black oxide
Black oxide or blackening is a conversion coating for ferrous materials, stainless steel, copper and copper based alloys, zinc, powdered metals, and silver solder.[1] It is used to add mild corrosion resistance, for appearance and to minimize light reflection.[2] To achieve maximal corrosion resistance the black oxide must be impregnated with oil or wax.[3] One of its advantages over other coatings is its minimal buildup.[2]
Ferrous materials
A standard black oxide is magnetite (Fe3O4), which is more mechanically stable on the surface and provides better corrosion protection than red oxide (rust) Fe2O3. Modern industrial approaches to forming black oxide include the hot and mid-temperature processes described below. The oxide can also be formed by an electrolytic process in anodizing. Traditional methods are described in the article on bluing. They are of interest historically, and are also useful for hobbyists to form black oxide safely with little equipment and without toxic chemicals.
Low temperature oxide, also described below, is not a conversion coating—the low-temperature process does not oxidize the iron, but deposits a copper selenium compound.
Hot black oxide
Hot baths of sodium hydroxide, nitrates, and nitrites[3] at 141 °C (286 °F)[4] are used to convert the surface of the material into magnetite (Fe3O4). Water must be periodically added to the bath, with proper controls to prevent a steam explosion.
Hot blackening involves dipping the part into various tanks. The workpiece is usually "dipped" by automated part carriers for transportation between tanks. These tanks contain, in order, alkaline cleaner, water, caustic soda at 140.5 °C (284.9 °F) (the blackening compound), and finally the sealant, which is usually oil. The caustic soda and elevated temperature causes Fe3O4 (black oxide) to form on the surface of the metal instead of Fe2O3 (red oxide (rust)). While it is physically more dense than red oxide, the fresh black oxide is porous, so oil is then applied to the heated part, which seals it by "sinking" into it. The combination prevents corrosion of the workpiece. There are many advantages of blackening, mainly:
- Blackening can be done in large batches (ideal for small parts).
- There is no significant dimensional impact (the blacking process creates a layer about a micrometre thick).
- It is far cheaper than similar corrosion protection systems, such as paint and electroplating.
The oldest and most widely used specification for hot black oxide is MIL-DTL-13924, which covers four classes of processes for different substrates. Alternate specifications include AMS 2485, ASTM D769, and ISO 11408.
This is the process used to blacken wire ropes for theatrical applications and flying effects.
Mid-temperature black oxide
Like hot black oxide, mid-temperature black oxide converts the surface of the metal to magnetite (Fe3O4). However, mid-temperature black oxide blackens at a temperature of 200–245 °F (93–118 °C),[5][6] significantly less than hot black oxide. This is advantageous because it is below the solution's boiling point, meaning there are no caustic fumes produced.[7]
Since mid-temperature black oxide is most comparable to hot black oxide, it also can meet the military specification MIL-DTL-13924, as well as AMS 2485.[6]
Cold black oxide
Cold black oxide, also known as room temperature black oxide, is applied at a temperature of 65–85 °F (18–29 °C).[5][6] It is not an oxide conversion coating, but rather a deposited copper selenium compound. Cold black oxide offers higher productivity and is convenient for in-house blackening. This coating produces a similar color to the one the oxide conversion does, but tends to rub off easily and offers less abrasion resistance. The application of oil, wax, or lacquer brings the corrosion resistance up to par with the hot and mid-temperature. One application for cold black oxide process would be in tooling and architectural finishing on steel (patina for steel).[8] It is also known as cold bluing.
Copper
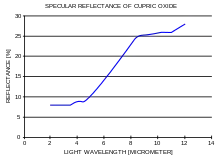
Black oxide for copper, sometimes known by the trade name Ebonol C, converts the copper surface to cupric oxide. For the process to work the surface has to have at least 65% copper; for copper surfaces that have less than 90% copper it must first be pretreated with an activating treatment. The finished coating is chemically stable and very adherent. It is stable up to 400 °F (204 °C); above this temperature the coating degrades due to oxidation of the base copper. To increase corrosion resistance, the surface may be oiled, lacquered, or waxed. It is also used as a pre-treatment for painting or enamelling. The surface finish is usually satin, but it can be turned glossy by coating in a clear high-gloss enamel.[9]
On a microscopic scale dendrites form on the surface finish, which trap light and increase absorptivity. Because of this property the coating is used in aerospace, microscopy and other optical applications to minimise light reflection.[9]
In printed circuit boards (PCBs), the use of black oxide provides better adhesion for the fiberglass laminate layers.[10] The PCB is dipped in a bath containing hydroxide, hypochlorite, and cuprate, which becomes depleted in all three components. This indicates that the black copper oxide comes partially from the cuprate and partially from the PCB copper circuitry. Under microscopic examination, there is no copper(I) oxide layer.
An applicable U.S. military specification is MIL-F-495E.[11]
Stainless steel
Hot black oxide[12] for stainless steel is a mixture of caustic, oxidizing, and sulfur salts. It blackens 300 and 400 series and the precipitation-hardened 17-4 PH stainless steel alloys. The solution can be used on cast iron and mild low-carbon steel. The resulting finish complies with military specification MIL-DTL–13924D Class 4 and offers abrasion resistance. Black oxide finish is used on surgical instruments in light-intensive environments to reduce eye fatigue.
Room-temperature blackening[13] for stainless steel occurs by auto-catalytic reaction of copper-selenide depositing on the stainless-steel surface. It offers less abrasion resistance and the same corrosion protection as the hot blackening process. One application for room-temperature blackening is in architectural finishes (patina for stainless steel).
Zinc
Black oxide for zinc is also known by the trade name Ebonol Z.[14] Another product is Ultra-Blak 460,[15] which blackens zinc-plated and galvanized surfaces without using any chrome and zinc die-casts.
References
- Black Oxide for Non-Ferrous Metals, archived from the original on 2010-01-23, retrieved 2009-09-03
- Oberg, Erik Oberg; E. Green, Robert (1996). Machinery's handbook : a reference book for the mechanical engineer, designer, manufacturing engineer, draftsman, toolmaker, and machinist (25th ed.). New York: Industrial Press. p. 1444. ISBN 9780831125752.
- Oberg, Erik Oberg; E. Green, Robert (1996). Machinery's handbook : a reference book for the mechanical engineer, designer, manufacturing engineer, draftsman, toolmaker, and machinist (25th ed.). New York: Industrial Press. p. 1442. ISBN 9780831125752.
- "Black Oxide Processes – Frequently Asked Questions". EPI.com. Electrochemical Products. Archived from the original on 2016-11-16. Retrieved 2016-11-15.
- "Birchwood Technologies Black Oxide Temp Guide". www.birchwoodtechnologies.com. Birchwood Technologies. Retrieved 2020-10-13.
- "Mid Temp Blackening Processes for Steel – Black Oxide". EPI.com. Electrochemical Products. Archived from the original on 2016-11-16. Retrieved 2016-11-15.
- "Black Oxide Processes for Various Metals". EPI.com. Electrochemical Products. Archived from the original on 2016-11-16. Retrieved 2016-11-15.
- "Blackening Processes for Steel – Black Oxide". EPI.com. Electrochemical Products. Archived from the original on 2016-11-16. Retrieved 2016-11-15.
- Ebonol 'C', archived from the original on 2009-09-01, retrieved 2009-09-04
- "Brown oxide vs. black oxide, immersion tin processes for PCBs / PWBs". Archived from the original on 2011-07-06.
- "Finish, Chemical, Black, for Copper Alloys" (PDF). 30 September 1988. Retrieved 25 Sep 2012.
- "Hot Temp Blackening Processes for Stainless Steel – Black Oxide". EPI.com. Electrochemical Products. Archived from the original on 2016-11-16. Retrieved 2016-11-15.
- "Room Temp Blackening Processes for Stainless Steel – Black Oxide". EPI.com. Electrochemical Products. Archived from the original on 2016-11-16. Retrieved 2016-11-15.
- Enthone, archived from the original on 2009-07-17, retrieved 2009-09-04
- "Blackening Processes for Zinc – Black Oxide". EPI.com. Electrochemical Products. Archived from the original on 2016-11-16. Retrieved 2016-11-15.